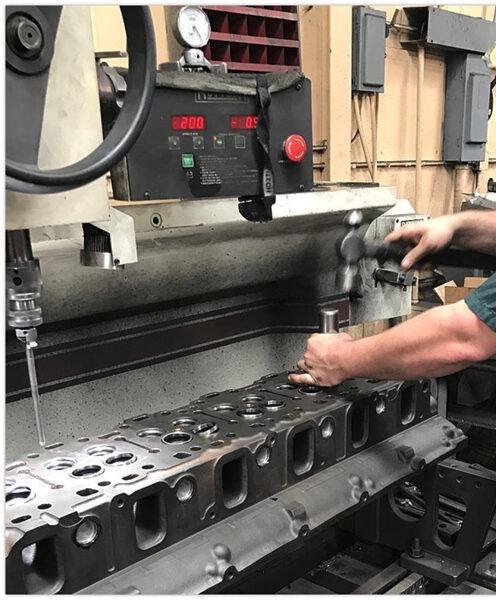
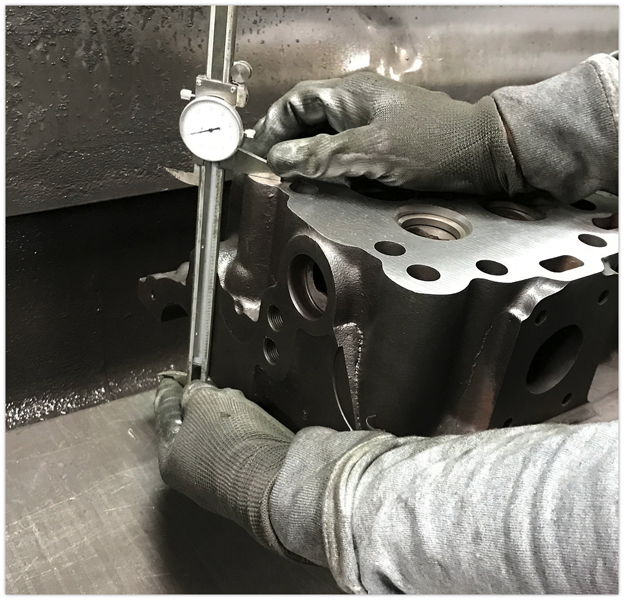
Final inspection of the cylinder heads thickness.
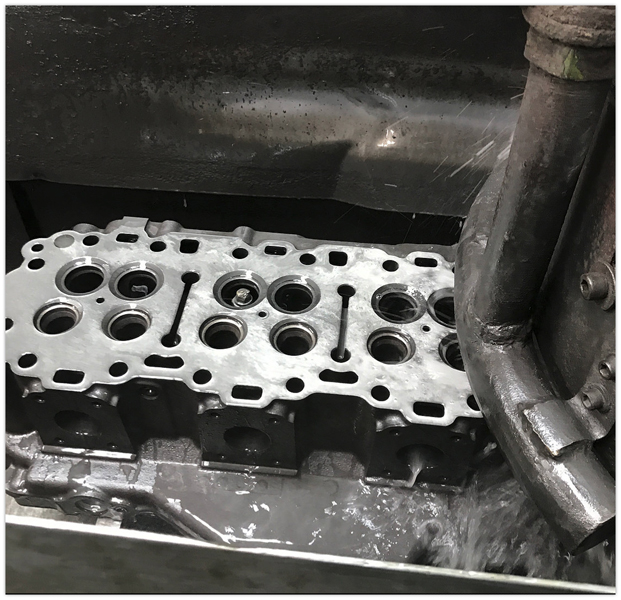
Checks the threads in every bolt hole.
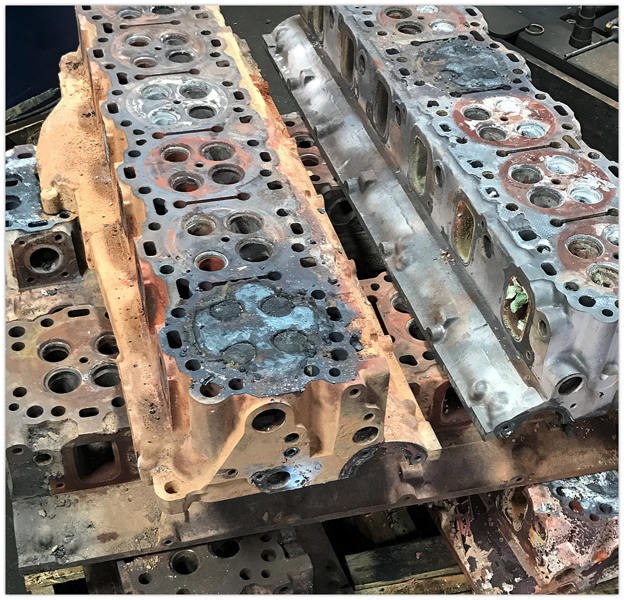
Checks the surface of the head.
Checks all sides and back of cylinder head.
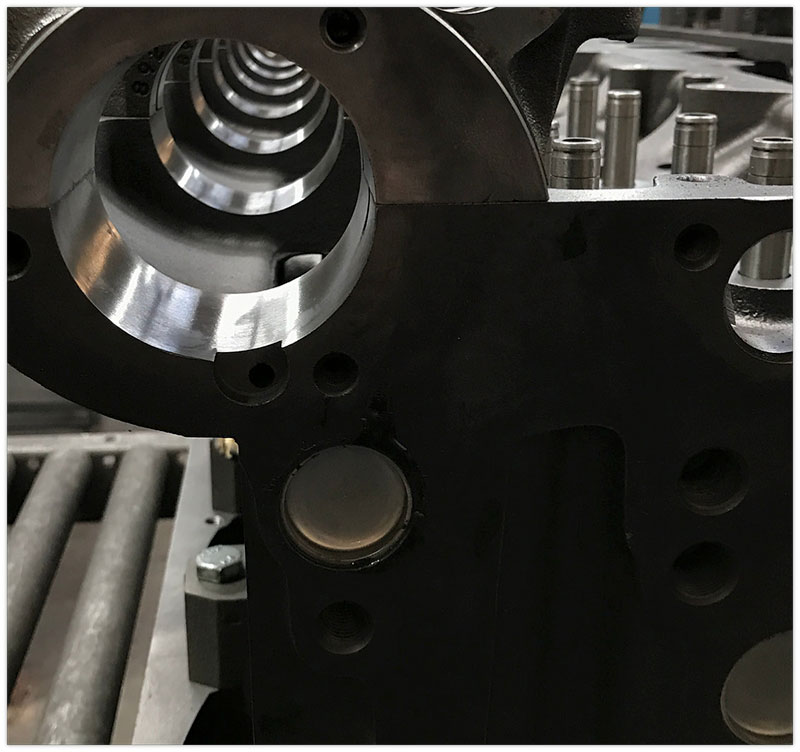
Checks all injectors in cylinder head to make sure all injectors are seating properly.
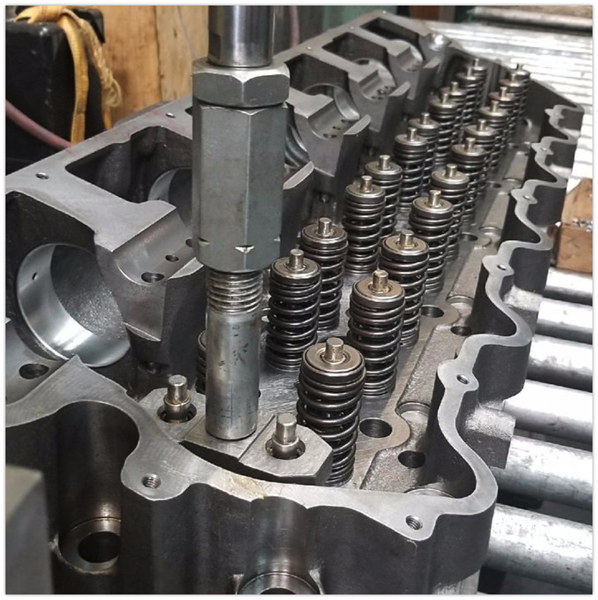
All valve guides are check for protrusion.
All valves are checked for protrusion.
All surfaces are checked.
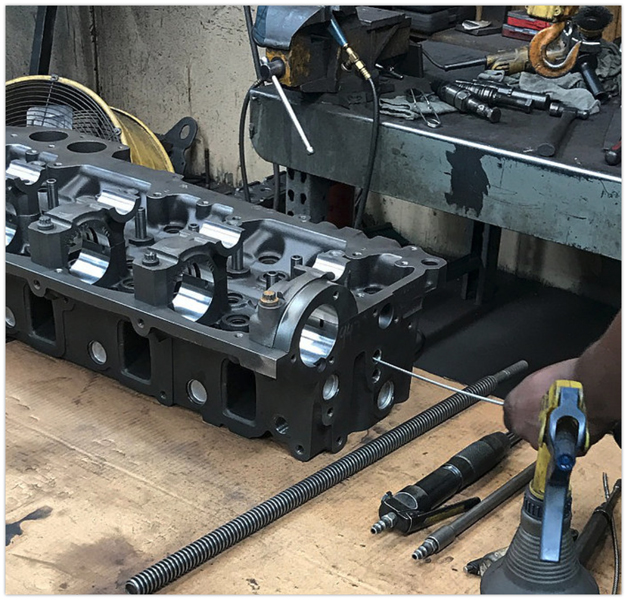
On over head cam cylinder head camshaft is installed.
Check the over all appearance of cylinder head.